
WAKOL

About: Renato Silveria - Sealant Supplier
Graduated in pharmacy and biochemistry, 28 years working in the metal packaging industry as a supplier of chemical specialties. Initiated his carrier in the quality control laboratory for sealant compound at W R Grace division Darex, passing thru can coatings, plastisols and printing inks. Served in several rules like technical support, regulatory issues, salesman and sales manager. After WRGrace has sold Darex business to another company, left the company after 22 years and move to Actega as Area Sales Technical Manager for South America being responsible for serving canmakers with Coatings, Closures, Sealants and Printing Inks. Currently it’s working on sealant supplier WAKOL.
1. You’ve had a remarkable 28-year journey in the metal packaging industry, transitioning from laboratory quality control to leadership roles across global companies. How has this diverse experience shaped your understanding of steel's performance and integrity?
Right before a canmaker produce any metal packaging (cans, crowns, lug caps, ROPP) there are many requirements involved that come from food contact and its regulations, resistance to the product to be filled and metal transformation which requires from the professionals who works with metal packing manufacturers to have a thorough understanding of all the interactions of each ingredient with the product to be filled and the processing that metal sheet requires and In the W.R. Grace laboratories, I had the opportunity to work at the beginning of such a process, where the product is created to meet the requirements of the metal packaging manufacturer and packers. I can say that I know and/or have a rough idea of the most chemical reactions involved in this metal can process or interactions with the product-filled cans.
Through this background as a base, when I was moved to technical sales and I had to deal with the industry challenges that go beyond the regular requirements mentioned above.
I had the opportunity to link these challenges to chemical specialties in sealants and coatings to improve the performance of the manufacturing process (increasing productivity, reduce spoilage and scrap, keeping consumption under control) and integrity of the packaging (robustness of the air tight seaming), enabling the metal packaging manufacturers to take full advantage of the possibilities that specialty chemicals can offer and, in this manner, deliver packaging that provides end consumers with the best food, beverages, paints, etc.
2. Coming from a background in pharmacy and biochemistry, how have these scientific disciplines influenced your approach to developing and optimizing sealants and coatings for metal packaging applications?
In pharmacy and biochemistry graduation, it is necessary to learn 5 years of advanced chemistry to understand the biological reactions, which are much complex. In an example, a pharmacist is prepared to work in a toxicology center to help doctors in case someone ingests excessive or harmful substances. A Pharmacist must understand in a few minutes the interactions of these substances with the biology of the human body and propose an antidote or inform the doctors of the implications of these reactions to mitigate or avoid that such a person may experience complications. All of these and other biological reactions are made of complex substances that react with other complex substances, and the pharmacist must understand the chemical rules involved in each reaction and its mechanism of action.
In the metal packaging industry is not different. Coatings, sealants, and closures are made of complex polymers that cannot react with the filled goods or the environment that is exposed, nor allow any of their ingredients to migrate to the contents. But in a metal packaging we have all of the conditions to promote undesirable reactions in a metal packaging, such as pH, high temperature, pressure, catalysts, and the packaging must preserve the filled goods against chemical attacks (sometimes originating from the filled product itself) and mechanical abuses (falls, transport, handling).
The taste of the beverage can be easily altered, and this kind of complaint is not uncommon. As a professional, it is necessary to find a solution for the off-taste issue and then find the cause, which can be the coating, closures, external factors, or filing process. The market demands quick solutions and then the identification of those responsible. Depending on the off-taste perceived, a chemistry professional can easily find the cause or orient the best analysis to do to find the source of the off-taste.
Take into account that professionals who want to work in the packaging industry are responsible for communication between manufacturers and their own company (supplier of specialized chemicals), and both industries have different “languages.” Communication between both is crucial, and a professional with a good understanding of packaging manufacturing needs (process, use, and filling), as well as specialized chemicals, will act as a “translator” of needs and solutions, which will make communication between customer and supplier clear and effective to find the fastest response to the needs that the industry may have.
Therefore, background over complex chemical reactions is crucial, and my degree allows me to easily understand the chemical reactions that the coatings, sealants, or closures may have in contact with the contents of the packaging and external agents that may attack it. Similarly, it helps me quickly find a solution or plan of action when a metal packaging manufacturer presents a problem or complaint. A good knowledge of basic chemistry helps to understand everything from minor to complex chemical problems, as well as mechanical or structural problems with packaging, enabling a quick response and solution for the industry.
3. Sealants are the unsung heroes of can performance. Could you elaborate on the chemical composition and functional mechanisms that make a sealant suitable for different applications like food, paint, and aerosol cans?
First of all, it is necessary to differentiate between two types of sealants:
Closures – made of plastisol, granulated PVC-free or PVC – they have full and direct contact with the food. They have two functions in the packaging: Close and Seal (air-tight).
They are used mainly in glass containers and bottles. Migration and off-taste are the key concerns in the closure’s technology. Chemistry composition allowed is very tight.
Sealant – made of vulcanized elastomers, which is the backbone of the formulation. These elastomers can be solid (rubber) or liquid (latex). Their contact with filled goods is accidental, and they have only one function: to seal. Closing is obtained through metal-to-metal contact of the double seam.
Different from the closures, which are easily visible and perceived by the end user, the sealant is not known to them, which makes them the unsung hero, and the reason is understandable, as the sealant is compressed inside the seam. Unless the end user disassembles the seam, the sealant cannot be seen.
Depending on the filling goods, process, and type of application machine, the chemistry of the sealant compound is different. In a few words, we can say that depending on the desirable performance, it is natural that Rubber, SBR, NBR, and others, or a mix of them, are used. The sealant compound can also be pre-vulcanized or vulcanized. It can be solvent-based (heptane) or water-based as a medium of dispersion.
Independent of the chemistry used, there is a commonality between them: the sealant gasket must have two characteristics to provide a hermetic seal: Cohesion and Elasticity. These characteristics are fundamental to the sealing mechanism, which works by filling the free space and the void areas where there is no metal-to-metal contact. This means that the sealant protects the cans throughout their whole life.
4. How do factors such as can substrate, internal pressure, and product pH affect the selection and formulation of sealants in steel packaging?
Sealants are selected according to the table below:
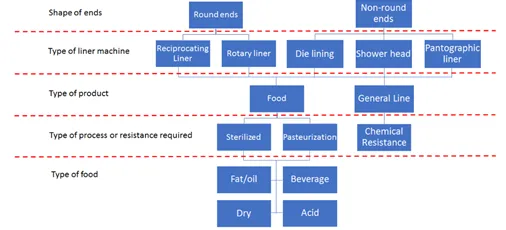
Source: SILVEIRA, Renato J – Sealant Application for Metal Cans - 2024
5. In your view, what are the most common causes of sealant failure, and how can manufacturers implement preventive strategies during formulation or application?
One of two things precedes a sealant failure in a can: Wrong sealant choice or wrong film weight specified.
The sealing compound was created around 1910, along with a double seam. More than 100 years since its creation, the requirements that sealant compounds must meet are now well known. What should serve as basic principles to guide the discussion is sometimes overlooked, and sealant manufacturers modify formulations or application specifications to solve problems that were not actually related to sealant performance.
Once the sealant used is formulated to resist the contents and the process involved, then the sealant manufacturers should avoid changing formulations based exclusively on stories or opinions from someone who didn’t analyze the whole scenario, which includes a deep analysis of the double seam.
6. Could you highlight the most recent technological advancements in coatings and sealants that are redefining the performance and safety of steel cans?
UV technology in can coatings is getting popular even for food cans. Now-a-days, it is possible to use overprinting varnish UV-cure with 0% risk of migration.
For sealants, new compounds that prevent corrosion in aerosol cans brought more safety to this packaging. In beverage aluminum cans, there are water-based compounds with comparable performance to solvent-based technology (clean machine, no filter/nozzle blockage).
In closures, an alternative to plastisol (PVC) called PROVALIN is successfully implemented and brings the PVC-free gasket to lug caps.
7. There’s a growing trend toward BPA-free and sustainable coatings. How has this shift impacted material science and regulatory compliance within the metal packaging sector?
After epoxy resins were introduced in the metal packaging, this segment noticed a boom in terms of metal and contents protection. Epoxy was on single technology that was able to cover all of the needs in this industry.
After being banned from contact with food, the industry has been working to replace it. The challenge lies in the technical requirements versus the possibilities. The coatings industry was accustomed to providing a single, well-known, cheap technology that had historically proven to be safe, and suddenly it was forced to switch to other diverse, expensive technologies with no track record to guarantee their safety.
If, on the one hand, there is a pressure to find a technical substitute to epoxy, on the other side, the regulatory compliance imposes even more limitations on the coating’s formulators. Although the industry follows the trend, the reasons behind the ban on epoxy are questionable.
8. Could you share insights into how curing technologies (thermal, UV, or electron beam curing) have evolved in recent years and their effect on production efficiency and product quality?
In my opinion, we are witnessing the birth of the third great invention that will change the course of the tin can market: UV-EB curing technology. The first two great inventions were: the double seam and electro-welding. The first two major inventions were double seaming and electro-welding. However, all challenges to using this technology must be overcome.
Some challenges have already been eliminated, and several applications are ready to switch to UV-EB. One of these challenges was the poor adhesion of UV-EB coatings to metal sheets. Nowadays, it is entirely possible to use UV coatings directly on metal, without the use of a heat-cured primer to assist. In Brazil, Brasilata already commercially produces cans for general and aerosol lines that are 100% UV-curable, i.e., without going through an oven.
Now, the challenge lies with food cans, as any photoinitiator residue must not come into contact with the food. UV overprint varnish for food cans can be used because there is a method to eliminate photoinitiator residue from the varnish, and the challenge then remains for the interior coatings for food cans. Electron beam is the solution for the interior of food cans, as coatings for this technology do not require photoinitiators.
Antonio Galhardo (one of the brilliant minds behind this technology) is making progress and will soon launch an alternative for 100% UV-EB curable food cans.
The advantages of eliminating the oven are productivity (the panels are ready for use in a few seconds), less metal scrap generation, no investment in ovens or their overhaul and maintenance, and, most importantly, energy savings for curing the coatings.
9. Your recent book, “Sealant Application for Metal Cans,” emphasizes the practical aspects of sealant use. Could you summarize one or two real-world case studies from your book that illustrate the critical link between sealant application techniques and can integrity?
The sealant film weight is fundamental to the integrity of the cans. It has been common for can manufacturers to come to me saying that, despite having a strict weight control system, their customers (fillers) find ends with low film weight. How is it possible, they ask me. The problem lies in the ability to reproduce the film weight; they are only measuring the film weight and not whether the process is capable of maintaining the weight on every single end. Manufacturers should stop measuring the weight hourly and start measuring the capability of their process to maintain and sustain the weight throughout the workday.
Another critical aspect of the sealant application is the peripheral distribution. Poor peripheral distribution of the sealant gasket leads the seamer operator to make unnecessary adjustments to the double seam. This leads to an increased risk to the integrity of the metal packaging itself.
10. How do variables like application temperature, compound viscosity, and bead profile influence seal performance during high-speed manufacturing lines?
Viscosity has an impact on the machine's ability to stay clean, but this is related to efficiency and less downtime for cleaning. But sealants and plastisols are adapted to different machine speeds, so temperature, viscosity, and bead profile do not affect machine performance anymore.
Viscosity and temperature are intrinsically linked and impact the film weight. Solvent-based sealants and plastisols are heated (40˚C) for application and are therefore not affected by ambient temperature. Water-based sealants, on the other hand, cannot be heated and are therefore subject to variations in ambient temperature.
Maintaining the film weight of the sealant gasket throughout the application process is crucial to achieving a robust seal (capable of protecting the can even during or after abuse). There are regions with a very high temperature delta, such as 15˚C in the morning and 35˚C in the afternoon. As the weight of the sealant is related to its flow, temperature affects viscosity and consequently flow and therefore weight. Measuring weight control at different times throughout the day is essential to avoid applications outside the specified range.
Die lining applications require additives to correct temperature-related problems, as they are not pressurized.
11. What are the key testing and validation methods used to assess sealant performance, and how do these tests predict long-term can durability under storage or transport conditions?
Sealant must have cohesion and elasticity to achieve good airtightness. Water-based sealants must also have a residual moisture content of less than 5% before seaming.
These are requirements that we can easily observe and that indicate that the sealant gasket has reached coalescence.
Flexibility and cohesion ensure good sealing because the sealant gasket must flow to areas where there is no metal-to-metal contact throughout the life of the can. For example, when a can falls to the ground, the seam is deformed and new voids are formed, which could allow leaks or loss of pressure or vacuum. During this abuse, a cohesive and elastic gasket easily fills the new empty spaces created by the deformation and prevents the integrity of the can from being compromised. A hard, non-cohesive gasket would not flow within the seam
12. With increasing environmental pressures, how is the metal packaging industry addressing VOC emissions, recyclability, and material safety when formulating coatings and sealants?
Without a doubt, metal packaging is the most environmentally friendly packaging in terms of recyclability. Cans recycled forever! However, in some Latin American countries, food and paint manufacturers continue to promote their products in plastic packaging because it is cheaper than steel and glass. Most Latin American consumers, in particular, still seek lower-priced products and are not aware of the damage that packaging causes to the environment. This scenario will only change when the governments of these countries adopt public policies similar to those in Europe to compensate for the pollution that each piece of packaging causes to the environment. I believe that sooner or later, policies such as these will have to be adopted.
While governments don’t do their job, industry has taken action.
Can manufacturers are reducing the thickness of steel cans, which means that the packaging is the same, but with less steel. A kind of frugality: using fewer natural resources for the same application.
In sealants, manufacturers are seeking the same raw materials currently used but from renewable sources. In closures, migrating from PVC to PVC-free.
Coatings, migration to UV-EB technology reduces VOC emissions to zero, but it will take time for everyone to adopt or migrate to this technology. Meanwhile, thermal curing formulations are migrating to low-cure systems that require lower temperatures for coating curing. This has led to a significant reduction in CO2 emissions and energy consumption.
13. The food, paint, and aerosol sectors each have unique demands. How do coating and sealant technologies differ across these segments, and where do you see the fastest innovation cycles occurring?
In the Food and General Line, cans are the areas where the suppliers have strived to adapt their products to the new trends of the industry.
The reason behind this is that the can manufacturers of paint and aerosol are being challenged by their customers to adapt their cans to the new, greener, or more environmentally friendly raw materials that they are adding/replacing in their products. The fact that these new raw materials are more environmentally friendly does not make the final product less aggressive to metal packaging; on the contrary, it often requires coatings with greater chemical resistance and almost zero porosity. This has led can manufacturers to increasingly adopt the use of powder coatings on the side seam (weld area), which is the most exposed area and has few alternatives to liquid coatings for such aggressive products.
Food can manufacturers are being challenged to find non-epoxy coatings that provide the same resistance, protection, and performance as epoxies.
With regard to sealants, as they have less contact with the products being packaged, the requirements have fallen on aerosols to prevent internal corrosion that occurs at the junction of the body and lid. In food and chemical products (paints and solvents), current technology provides good resistance to packaged products.
Some market segments are demanding interaction between packaging and the end consumer, which has led the can industry to seek innovation in lithography and printing, such as tactile varnish, 3D, embossing, etc. Metal packaging should make consumers' lives easier and speak to them at the same time. Families are getting smaller. People are living alone, so smaller portion packs will be the trend. In Europe and the USA has been common to see different portions in metal packs to respond to the demand of this market. Canmakers need to understand that the packaging shape and size made to meet the needs to consumers in 1980 onwards do not fit the new generation of consumers.
It is need to adapt to this new generation and, according to the brandowners` marketing team, they find greater openness among plastic and cardboard packaging manufacturers to develop innovations in shape/printing (consumer interaction) and sizes (portion pack) than in steel packaging.
